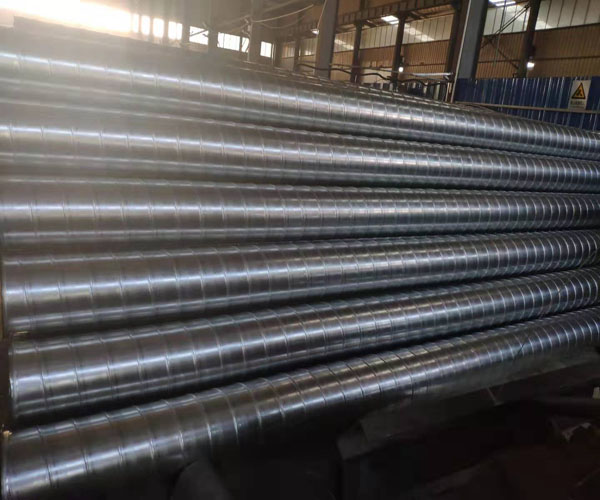
滁州白铁螺旋管是否容易开焊,需结合材料特性、生产工艺、使用环境及安装维护等多方面因素综合分析。以下从专业角度为您详细解答:
一、材料特性影响
镀锌层的影响
白铁表面镀锌层虽能防腐,但焊接时高温会使锌蒸发,产生锌蒸汽孔隙,导致焊缝强度下降,易出现裂纹或气孔。
风险点:若焊接工艺未优化,开焊风险显著增加。
基材韧性
镀锌铁皮本身韧性低于不锈钢或碳钢,在弯曲或振动工况下,焊缝易因疲劳开裂。
二、生产工艺关键因素
焊接工艺参数
电流/电压控制:参数过高会导致焊缝烧穿,过低则熔合不良。
焊接速度:速度过快易形成未熔合缺陷,过慢则热影响区扩大,增加脆性。
滁州本地工艺水平:若厂家采用自动化螺旋焊机,焊缝一致性优于手工焊,开焊概率更低。
焊缝处理
优质工艺会进行焊缝打磨、补锌处理,防止局部腐蚀;若省略此步骤,焊缝易因镀锌层破损而率先锈蚀。
三、使用环境与安装影响
环境腐蚀性
滁州属亚热带季风气候,若螺旋管用于潮湿环境,焊缝处易因电化学腐蚀加速开裂。
安装应力
弯曲变形:安装时强行弯曲会导致焊缝区应力集中。
热胀冷缩:未预留伸缩节时,温度变化引起的热应力可能撕裂焊缝。
四、预防开焊措施
选材优化
选择镀锌层厚度≥20μm的基材,或改用不锈钢螺旋管。
工艺控制
要求厂家提供焊接工艺评定报告,确认采用双面焊接、焊后去应力处理等工艺。
安装规范
避免焊缝处于高应力区,安装时使用柔性连接件减少振动传递。
定期维护
每2年进行焊缝无损检测,重点检查低洼积水区域。
定制化需求
若用于高压或腐蚀性环境,可要求增加焊缝X射线探伤检测,确保内部质量。
结论:滁州白铁螺旋管在工艺控制严格、使用环境良好、安装规范的前提下,开焊风险可控。建议从材料、工艺、维护三方面综合管控,优先选择自动化生产线产品,并避免在极端工况下使用。若需长期可靠性,可考虑升级为不锈钢螺旋管或增